PulseTrack 脉动小车
用于连续流生产的传输系统
牵引式输送机:
通过固定行程提高装配线的生产率
PulseTrack 脉动小车是使用辛北尔康普牵引式输送系统实现连续流生产的最简单方式。将脉动输送机连接到搬运车可通过固定循环和最高能源效率提高生产率。只需一个驱动单元即可同时驱动整条生产线上的所有搬运车移动。
- 更高的工作安全性
- 通过无驱动搬运车实现的高经济效益
- 与地面同高
- 完全封闭的系统
- 连续或顺序式
- 基础中的最小安装空间

生产线承重可达600吨
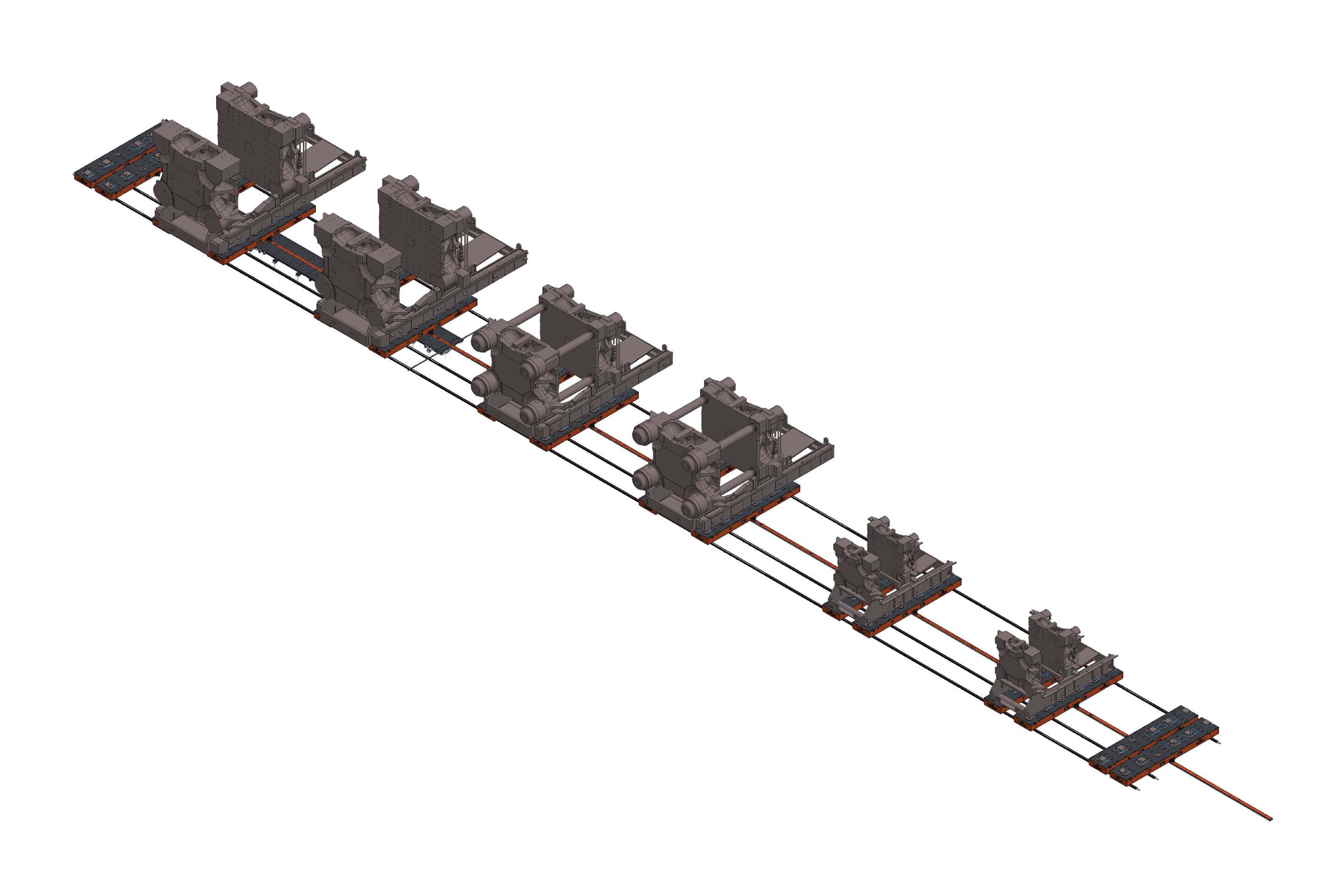
PulseTrack 脉动小车系统由一台脉冲输送机和属于 LeanTrack 标准小车 或 CustomTrack 定制小车系列的搬运车组成。搬运车配备有一个承载装置,该装置与循环驱动的牵引杆耦合。该系统允许在生产线承重可达600吨的情况下实现符合人体工程学的连续流生产。产品会被自动推进到下一工位。固定循环提高生产率。
能源及后续成本最小化
免维护组件和更高的能源效率使 PulseTrack 脉动小车 极具成本效益且可持续:一个中央驱动装置用于多个搬运车,允许整条线同时循环运行。这意味着搬运车本身没有驱动装置。

简单控制与最大透明度
每个循环驱动都配备了独立的生产线控制系统。可配置的仪表板可实现最大透明度与控制。该仪表板按客户需求定制,需单独订购。
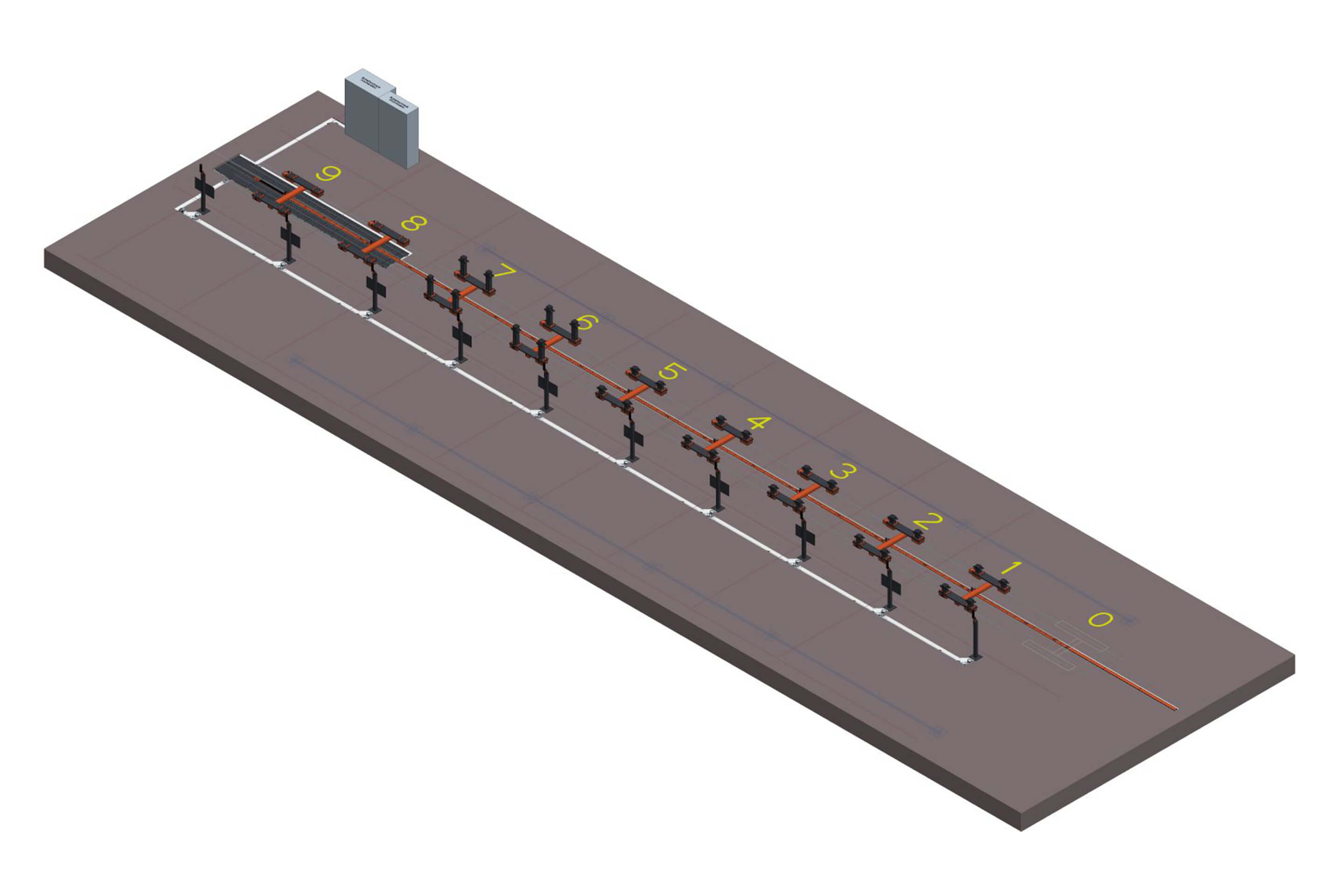
工作原理:牵引式输送系统
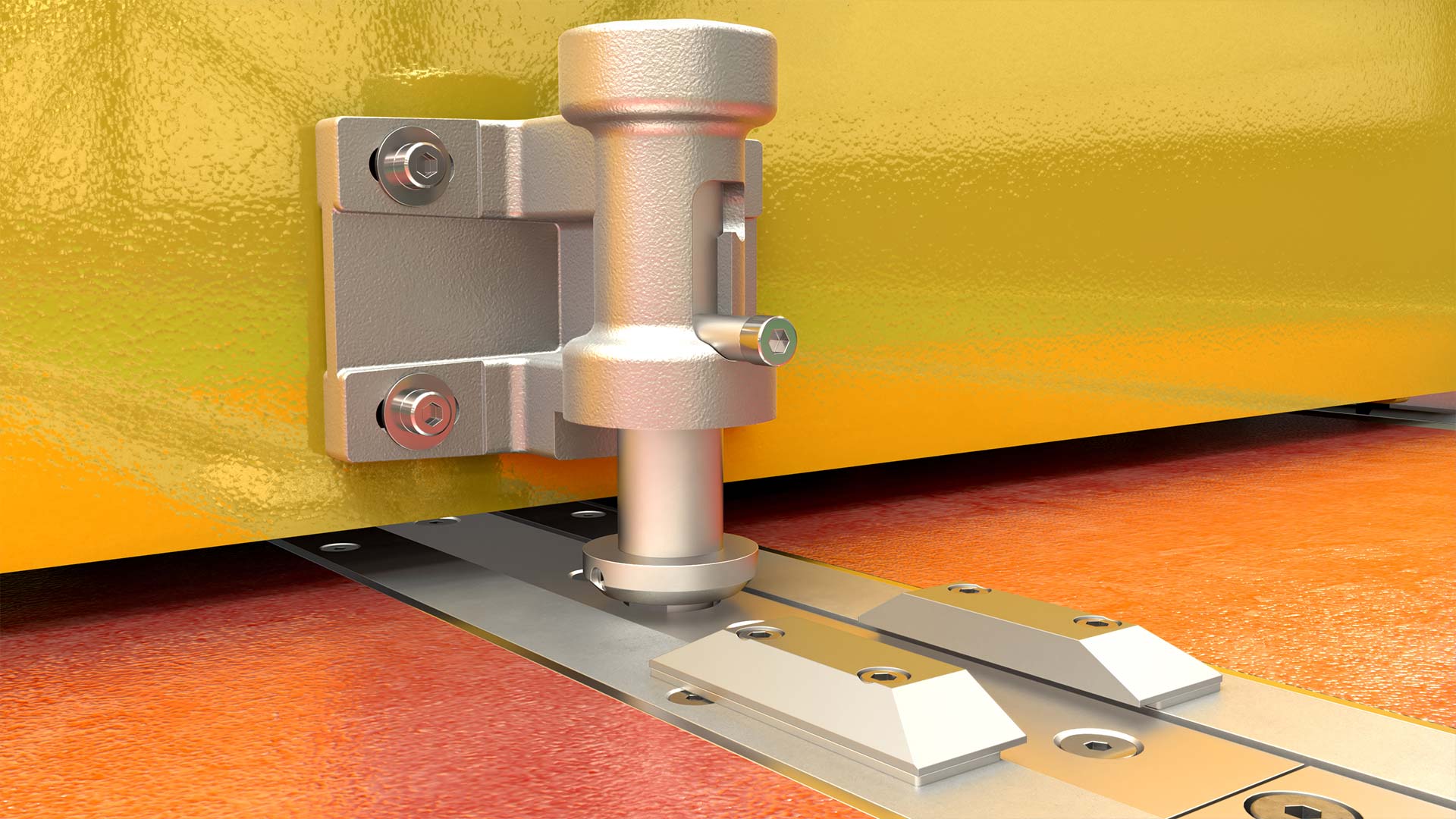
搬运车固定在装配工位。小车在一个工作循环内将牵引杆向前拉动一次。
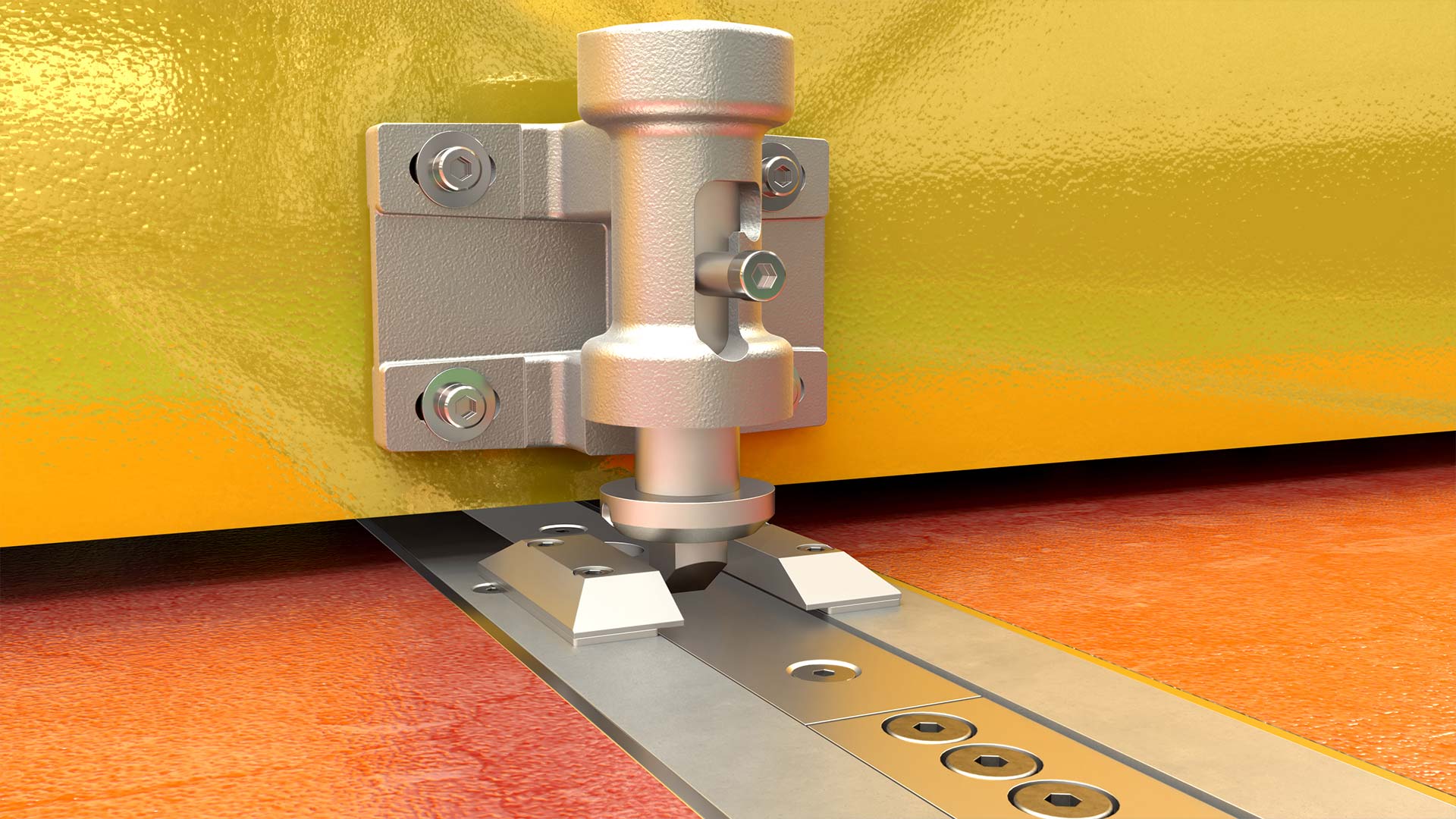
搬运车的自动脱钩。
PulseTrack 脉动小车的应用:
对脉动驱动感到满意的客户
高度灵活的应用场景
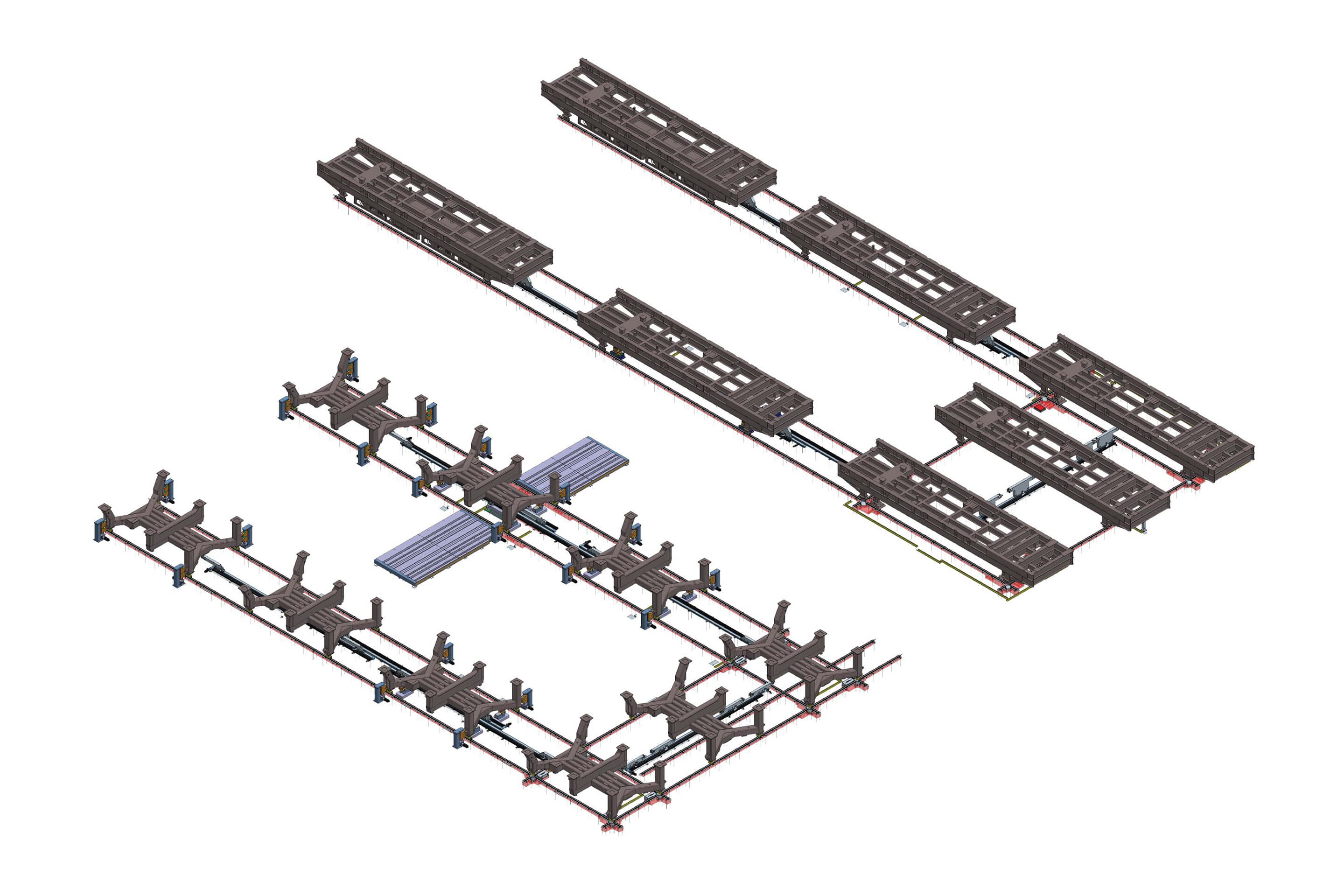
PulseTrack 脉动小车 布局概念

直线循环装配线 (PulseTrack 脉动小车 + LeanTrack 标准小车)

采用横向位移的U形循环装配线 (PulseTrack 脉动小车 + CustomTrack 定制小车)

直线循环装配线,带交叉供料段 (PulseTrack 脉动小车 + CustomTrack 定制小车 + LeanTrack 标准小车)
用于连续流生产的搬运车:
标准或定制化


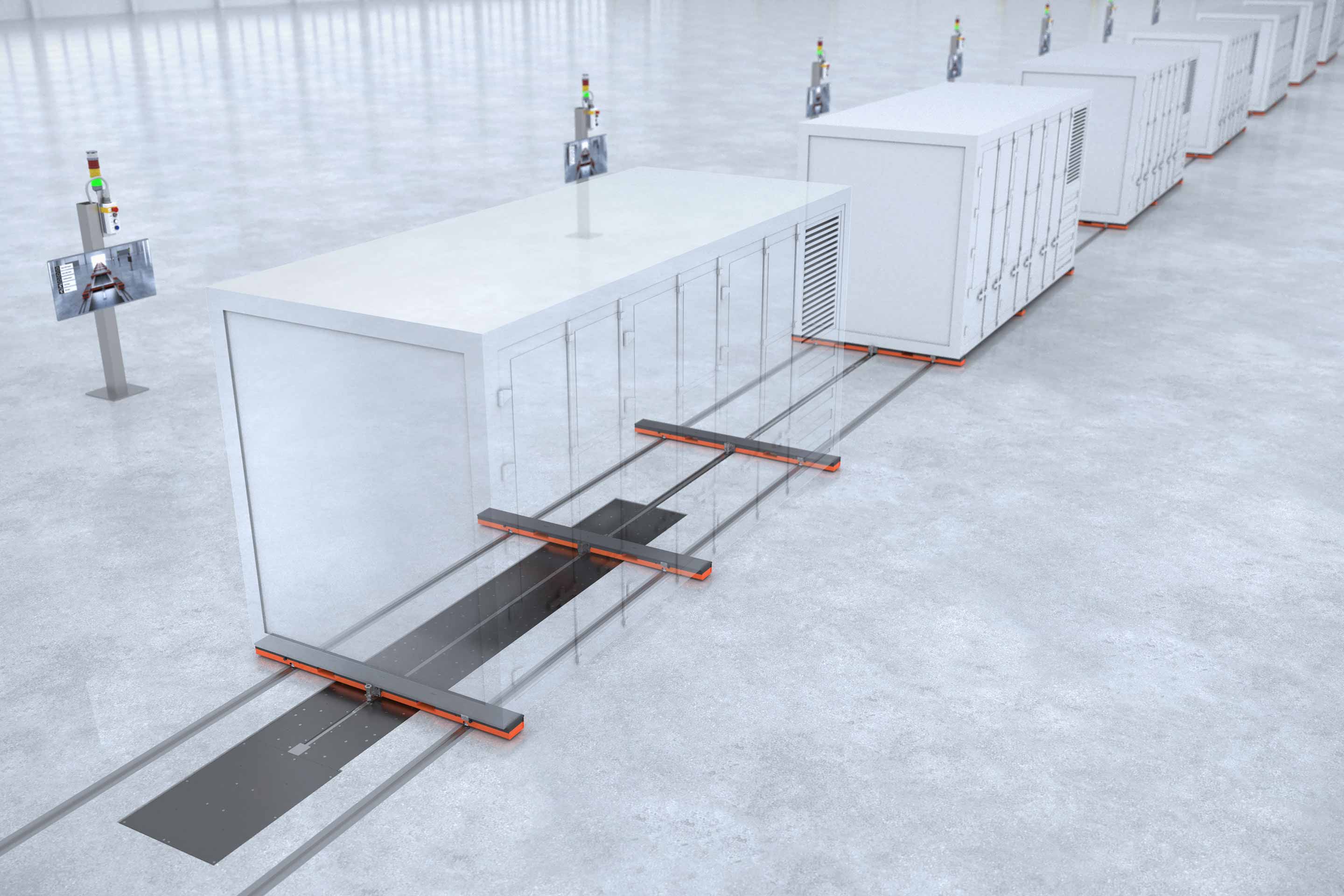
地面下驱动装置地坑的安装尺寸
- 固定型材嵌入于地面水平,类似圆形轨道
- PulseTrack 脉动小车可以后装
- 无障碍物,因为驱动装置安装在地面水平

推进方式的变体
在流水线装配中
在现代装配系统中,工件的推进方式决定了物料流的效率和动态特性。本质上,主要有三种变体:
1. 同步前进
(固定周期)
在同步循环中,所有工件在完全相同的时间移动到下一个装配工位。整个产线被刚性耦合:只有当每个工位都完成其任务时,共同的前进脉冲才会发生。
- 特征:固定的循环时间;最慢的工位决定节奏。
- 适用对象:高度自动化、变动性低且工艺时间稳定的产线。
2. 连续前进
(连续流)
在这里,产品以恒定、均匀的运动通过装配工位。传输不会停止;装配在运动中进行(例如,在移动的输送带上)。
- 特点:最大吞吐速度;需要在运动中作业的人员或同步装配机器人。
- 适用于:每工位干预时间非常短的大批量生产。
3. 级联推进
(顺序推进)
在级联循环中,工件以时间错位向前移动。一旦产品离开最后一个装配工位,空位就会出现,下一件产品便前移。这个推进脉冲沿着与流动方向相反的方向逐步传播,直到回到产线起点。
- 特点:动态的“波动原理”;只要后续位置在物理上空出,工位就会依次被填满。
- 适用于:手动装配线或那些在推进上需要一定灵活性的缓冲段。
技术数据
最大牵引负载 |
整条圆形轨道线可达到600吨 |
循环长度 |
循环长度可根据客户要求自由定义 |
循环时间 |
循环时间也可根据客户要求自由定义 |
速度 |
最大:载荷时 3 m/min,空载时 5 m/min(取决于总重量及当地条件) |
控制系统 |
|
通信 |
|
安全方案 |
|
能耗 驱动单元 |
|
应用 |
适用于所有圆形轨道尺寸:
如果轨距 >= 1,250 mm,也可进行改装 |
可选换向
交叉元件(90°)
安装在搬运车内的交叉底盘或集成在地面的转向工位允许搬运车轻松改变方向。这使得能够到达作业现场的任意位置。交叉底盘与交叉元件结合可实现方向改变。交叉元件与圆形轨道一起安装。首选用法:搬运车数量少、交叉点多。
四向道岔(90°)
圆形轨道的交叉处由单个四向道岔组成。小车内的卡匣安装在回转轴承上。在被动四向道岔的情况下,换向由手动换向杆或安装在小车内的回转驱动完成。在主动四向道岔的情况下,方向由地面内气动驱动的四向道岔改变。推荐用于:多辆小车、交叉点少的场合,无坡道且不需要方向转换。与交叉小车相比的优点:小车的总体高度非常低。
转向站(0-360°)
转向站根据轨道宽度和搬运车尺寸单独制造。地面式转向站可以手动或通过自动驱动转动,因此产品的朝向也会改变。推荐用于:搬运车数量多、倾斜轨道上交叉点较少的情况,或需要改变产品朝向时。